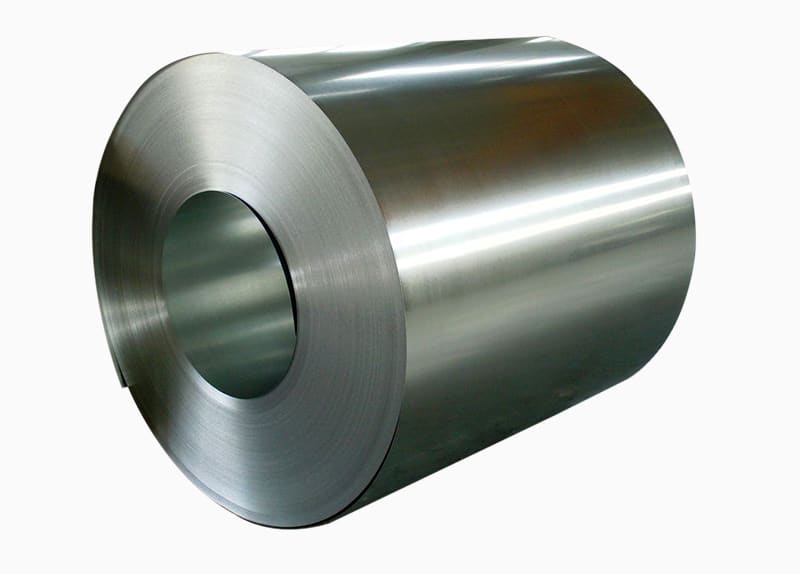
Summary: カラースチールコイルの塗装工程が完了すると、テンショナーによる張力が出口部に伝達されます。生産ラインの通常の動作中、保管ユニットは空です。出口セクションが停止されてアンロードされると、保管ユニットはローラーからペイントを続けます...
カラースチールコイルの塗装工程が完了すると、テンショナーによる張力が出口部に伝達されます。生産ラインの通常の動作中、保管ユニットは空です。出口セクションが停止されてアンロードされると、保管ユニットはローラーからペイントを続けます。プロセスセクションからのカラースチールコイルは再び保管されます。
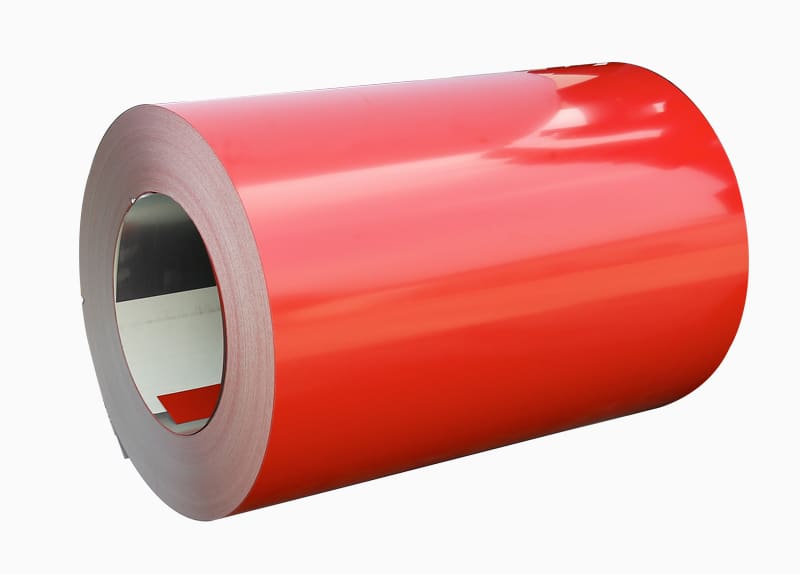
次のロールの戻り巻きが始まると、出口セクションがスピードアップしてルーパーを引き出します。 輸出保管ユニットは、保管ユニット内の適切な張力を維持するために 2 つのステアリングローラーとテンショナーを通過し、巻き取り用のポストテンションを提供します。コイルはパレット、ローラー、パレットピンチを抜けてシャーリングマシンに到着します。その場所でコイルの接合部が切れ、ステアリングローラーがワインダーを巻き始めます。
ワインダーとピンチの間には光電エッジ制御装置があります。センサーはコイルの端を検出できます。にします。
巻線機が必要な直径に達すると、巻線機が停止してコイルを切断し、送出トロリーが上昇してコイルを保持し、巻線機の主軸が伸縮し、送出トロリーがスチールコイルを搬送して結束します。 。そして体重測定。
次のコイルの先頭がワインダーに送られ、ストッカー内実行コイルがする終了までワインダーが加速します。このようにして、出口セクションは生産ライン全体と同じ速度で行われます。