- 8番、蔵林道、
龍翔街、
桐郷、浙江省、中国 - +86 573 89381086[email protected]
- ダウンロードPDF パンフレット
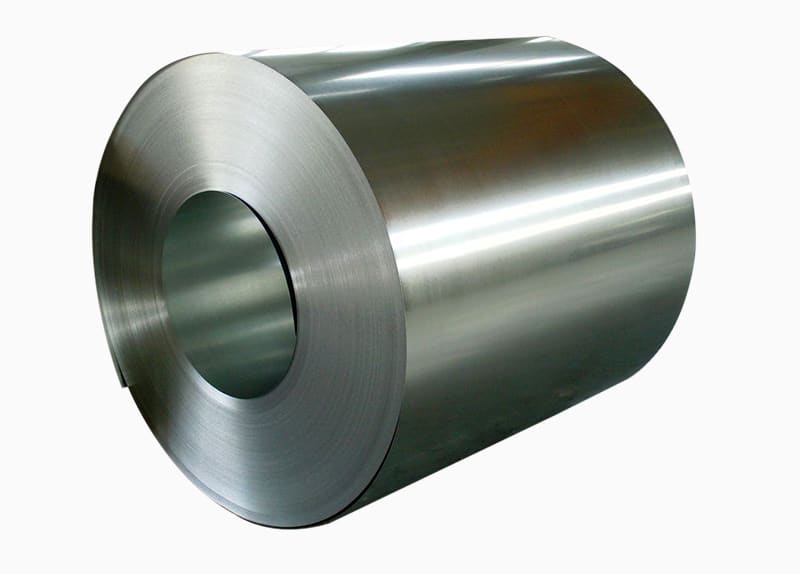
スチールコイルの旅は、工場や建設現場に到着するずっと前から始まります。まず、鉄鉱石、コークス炭、石灰石などの原材料が高炉に供給され、2,700°F (1,480°C) を超える温度で溶融されて液体銑鉄になります。次に、溶融鉄は塩基性酸素炉 (BOF) または電気アーク炉 (EAF) に移され、そこで不純物が除去され、炭素含有量が慎重に調整されて、目的の組成の溶鋼が製造されます。
溶鋼は連続的に鋳造されて厚いスラブになります。通常、厚さは 200 ~ 250 mm、幅は最大 2 メートルです。これらのスラブは、コイルを含むすべての平鋼製品の出発点となります。鋳造後、スラブは直ちに処理されるか、熱間圧延鋼コイルの製造に最も直接関与する装置である熱間ストリップミルに入る前にスラブ再加熱炉で再加熱されます。
熱間ストリップミルでは、再加熱されたスラブが一連の圧延スタンドの間で徐々に圧搾され、それぞれの圧延スタンドで厚さが減少し、同時にストリップが伸びて速度が上がります。ストリップが仕上げスタンドを出るまでに、ストリップは時速 80 km 以上の速度で移動し、250 mm のスラブから 1.5 mm の薄さのストリップにまで縮小されます。次に、ストリップは、ダウンコイラーによってコイルに巻き取られる前に、制御された水スプレーを使用してランナウト テーブル上で冷却されます。巻き取り温度は最終製品の微細構造と機械的特性に直接影響するため、慎重に管理されます。
熱間圧延コイルは多くの用途向けに直接販売できますが、より厳しい公差、より良い表面品質、またはより高い強度を必要とする用途の場合は、さらなる加工が必要です。熱間圧延されたコイルは、まず酸洗され、塩酸または硫酸の槽に通され、表面から酸化スケールが除去されます。これにより、酸洗および油を塗布した (P&O) コイルが生成され、直接使用することも、冷間圧延に送ることもできます。
冷間圧延機では、酸洗いされたストリップの厚さが室温でさらに減り、通常は入ってくるゲージの 50 ~ 90% 減ります。これにより、平面度、表面仕上げ、寸法精度が飛躍的に向上するとともに、加工硬化による降伏強度も向上します。次に、冷間圧延されたコイルは、冷間加工中に失われた延性を回復するために、雰囲気制御された炉内で加熱されて焼き鈍されます。最新の連続焼鈍ラインはコイルを高速で処理できますが、バッチ焼鈍(ベル炉を使用)は非常に柔らかい焼き戻しが必要な製品に使用されます。
アニーリング後、冷間圧延コイルは通常、調質圧延パス (約 0.5 ~ 2% の軽い圧下) を通過します。これにより、降伏点伸び (成形中にリューダース ラインと呼ばれる表面マーキングを引き起こす現象) が除去され、ストリップの表面仕上げと平坦度が微調整されます。平坦度に欠陥のあるコイルは、ストリップを引き伸ばして波、コイルセット、またはクロスボウを除去するテンションレベリングラインを通して処理されることもあります。
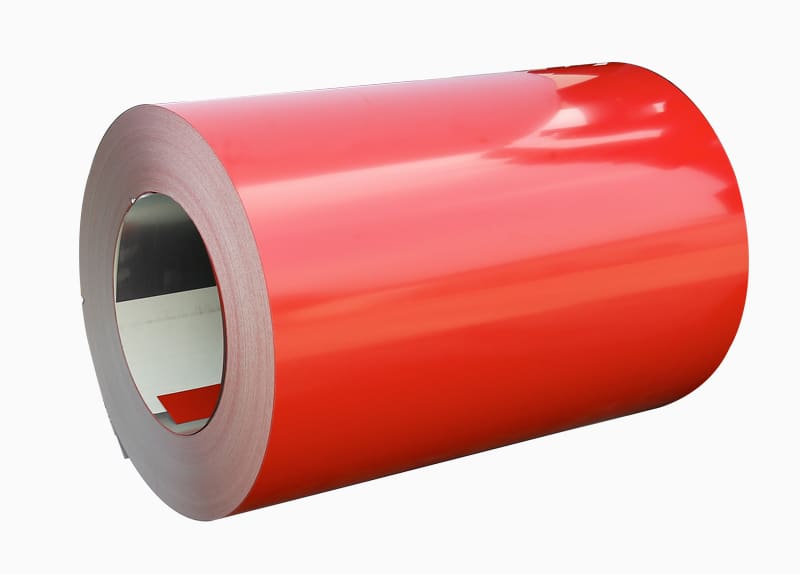
世界中で使用されているスチール コイルの大部分は、エンド ユーザーに届く前に保護コーティングまたは装飾コーティングが施されています。コーティングラインは、鋼ストリップの洗浄、前処理、コーティング、乾燥または硬化がラインを 1 回通過するだけで行われる連続高速作業です。適用されるコーティングの種類によって、最終製品の耐食性、成形性、塗装性、および表面の外観が決まります。
連続溶融亜鉛めっきラインでは、鋼ストリップは保護雰囲気中で洗浄および焼きなましされてから、約 460°C の溶融亜鉛浴に浸漬されます。ストリップが亜鉛ポットから出ると、エアナイフが余分な亜鉛を吹き飛ばしてコーティングの厚さを制御します。亜鉛コーティングの重量は、平方メートルあたりのグラム数 (g/m²) で表され、軽量の屋内用途の Z60 (60 g/m²) から、要求の厳しい屋外または構造用途の Z275 (275 g/m²) までの範囲です。亜鉛は鋼の表面に冶金学的に結合し、バリア保護だけでなく、コーティングに傷がついた場合でも錆の広がりを防ぐ陰極(犠牲)保護を提供します。
コイルコーティングは、製造において最も効率的な塗装プロセスの 1 つです。スチールストリップは、ロールコーターを使用した一連の化学前処理段階、プライマー塗布、トップコート塗布を経て、各段階の間に硬化オーブンが配置されます。プロセス全体は、毎分最大 200 メートルのストリップ速度での 1 回の連続パスで行われます。その結果、製造後の塗装の必要性を排除した、一貫性の高い耐久性のある仕上げを施した塗装済みスチールコイルが得られます。コーティングにはポリエステル、PVDF (ポリフッ化ビニリデン)、SMP (シリコン変性ポリエステル)、およびプラスチゾルが含まれており、それぞれ柔軟性、耐紫外線性、および耐薬品性の点で異なるトレードオフを提供します。
スチールコイルは、許容可能な化学組成、機械的特性、寸法公差、および表面品質を定義する国内および国際規格に従ってグレード分けされます。遭遇する主な標準システムは次のとおりです。
| 標準システム | 起源 | 一般的なグレード例 | 一般的な使用方法 |
| JIS(日本工業規格) | 日本 | SPCC、SPCD、SGCC、SGHC | 自動車、家電、建設 |
| EN (ヨーロッパ規格) | ヨーロッパ | DC01、DC04、DX51D、S355 | 一般成形品、構造品、塗装品 |
| ASTM (米国材料試験協会) | アメリカ | A1008、A1011、A653、A36 | 建築用、工業用、亜鉛メッキ製品 |
| GB (郭家彪順) | 中国 | Q235、Q345、ST12、ST14 | 構造、冷間成形、絞り加工 |
これらのグレード指定の多くは、命名規則が異なっていても、材料性能の点では本質的に同等です。たとえば、JIS SPCC、EN DC01、および ASTM A1008 CS Type B はすべて、ほぼ同様の特性を持つ標準的な商用品質の冷間圧延鋼です。国際的なサプライチェーンにまたがって作業する場合は、グレードを置き換える前に必ず相互参照ドキュメントを要求するか、冶金学者に同等性を確認してもらいます。

スチールコイルは現代の製造業の根幹です。さまざまな形状、グレード、コーティングなどの平圧延鋼材の多用途性は、事実上経済のあらゆる分野で使用されることを意味します。最も重要な応用分野を次に示します。
自動車産業は、世界中でスチール コイルの最大の消費者の 1 つです。冷間圧延および亜鉛メッキされたコイルは、ボディパネル、ドアスキン、フード、フェンダー、構造補強材に打ち抜かれます。降伏強度が 600 MPa を超える高強度鋼および超高張力鋼 (UHSS) コイルは、B ピラー、ドア ビーム、バンパー補強材などの安全性が重要な部品でますます使用されており、衝突エネルギーを吸収すると同時に、自動車メーカーが重量を削減して燃費目標を達成できるようになります。
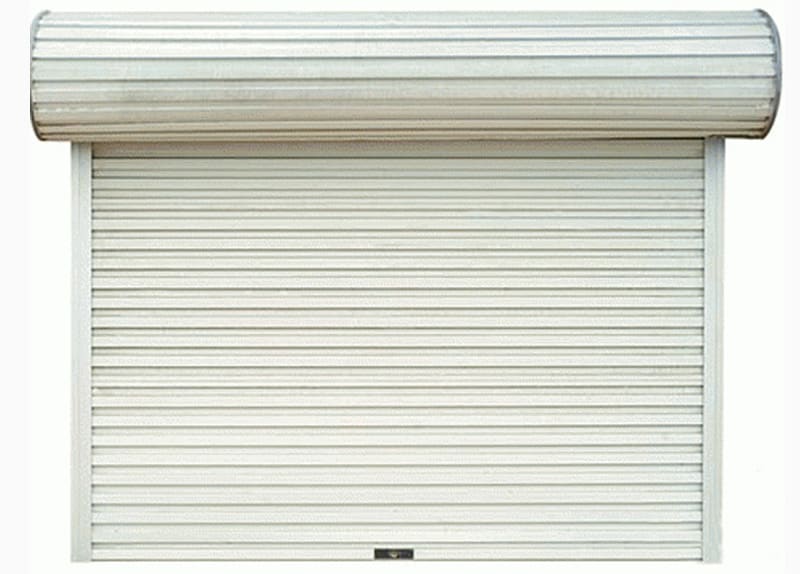
塗装および亜鉛メッキされた鋼コイルは、屋根パネル、壁被覆材、母屋、鋼フレームスタッド、および水切りにロール成形されます。熱間圧延された構造用コイルはスリットされ、鉄骨構造の建物、倉庫、産業構造物で使用される中空セクション、アングル、チャネルに形成されます。コーティングされたコイルに対する建設部門の需要は、あらゆる気候条件において耐久性があり、メンテナンスの手間がかからない建物外壁の必要性によって大きく推進されています。
洗濯機のドラム、冷蔵庫のキャビネット、オーブンライナー、エアコンのケーシングはすべて、冷間圧延または塗装済みのスチールコイルで作られています。家電業界では、パネルを欠陥なく形成、溶接、塗装できるようにするために、一貫した表面品質と厳しい厚さの公差が必要です。目に見える指紋を最小限に抑える特殊な表面処理を施した耐指紋性コーティングスチールコイルは、高級家電仕上げとしてますます人気が高まっています。
ブリキ(非常に薄い錫の層でコーティングされた冷間圧延鋼)は、元来のコーティング鋼製品の 1 つであり、食品および飲料の缶、エアゾール容器、塗料缶には今でも不可欠です。最新の製缶ラインの高速で成形するには、使用される鋼材は非常に薄く (最低 0.1 mm)、非常に平坦で、表面欠陥がない必要があります。錫の代わりに酸化クロムでコーティングされた錫フリー鋼 (TFS) も、非食品包装のコスト効率の高い代替品として広く使用されています。
スチールコイル エネルギー分野での役割はますます高まっています。電磁鋼コイル(磁気特性が注意深く制御されたシリコン合金の冷間圧延ストリップ)は、電気モーターのコアと変圧器のコア用の積層体に打ち抜かれます。電気自動車や再生可能エネルギー設備の増加に伴い、高効率の電磁鋼コイルの需要が加速しています。ソーラーパネル取り付けシステム、風力発電塔セクション、およびパイプライン鋼も平圧延コイル製品から製造されています。
評判の良い工場で製造されたものであっても、スチール コイルには欠陥が存在する可能性があり、製鋼プロセスから受け継いだものや、圧延、コーティング、またはコイリング中に発生したものもあります。これらの欠陥を認識すると、材料が使用に適しているか、ダウングレードする必要があるか、または拒否する必要があるかを判断するのに役立ちます。最も一般的な欠陥のタイプは次のとおりです。