- 8番、蔵林道、
龍翔街、
桐郷、浙江省、中国 - +86 573 89381086[email protected]
- ダウンロードPDF パンフレット
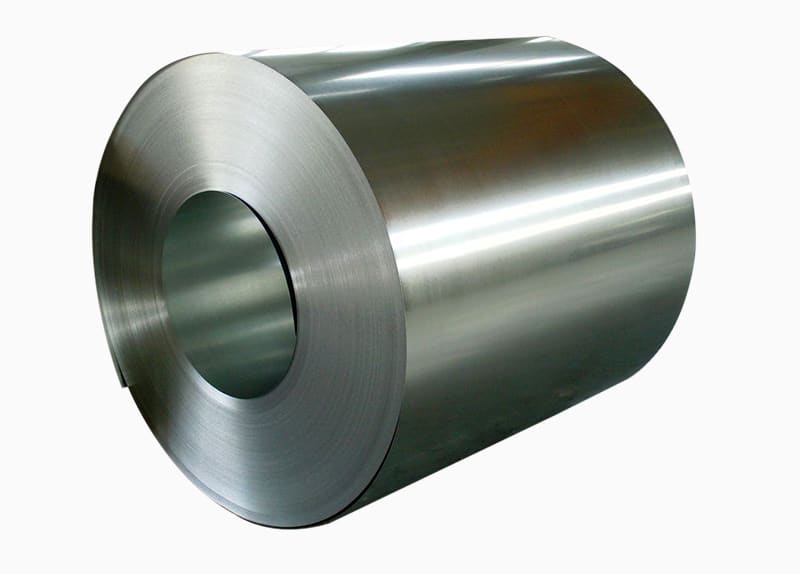
熱間圧延鋼コイルは、現代の製造および建設において最も広く使用されている鋼材の 1 つです。高温圧延工程を経て製造される大型の金属鋼板ロールで、建築構造物から自動車のフレームまで幅広く使用できる素材です。建設、製造、または金属製造に従事している場合、熱間圧延鋼コイルを理解することは、より適切な材料の選択、コストの管理、プロジェクトで優れた結果の達成に役立ちます。
熱間圧延鋼コイル は、生の鋼を平らで柔軟なシートに変え、巨大なコイルに巻く製造プロセスを通じて作成されます。 「熱間圧延」の名称は、鋼が再結晶温度を超える温度、通常は 1700°F 以上で処理される温度を指します。この高温処理により、熱間圧延鋼に特有の特性が与えられ、冷間圧延鋼と区別されます。
製造の旅は製鉄所から始まり、鉄鉱石、石炭、石灰石などの原材料が高炉で一緒に溶かされて溶鋼が作成されます。この液体金属は、ブルームまたはビレットと呼ばれる大きな長方形のスラブに鋳造されます。これらの半製品の重量は数トンにもなり、熱間圧延プロセスの開始点として機能します。
スラブが形成されると、明るいオレンジ色または黄色に輝くまで、専用の炉で 2000°F を超える温度まで再加熱されます。この極度の熱により鋼が展性を持ち、圧延の準備が整います。加熱されたスラブはその後、一連の巨大な圧延機を通過し、長さを増加させながら徐々に厚さを減らします。生地を伸ばすのと同じだと考えてください。ローラーを通過するたびに鋼が薄くなり、長くなります。
鋼材が複数の圧延スタンドを通過する際、高圧ローラーが鋼材を絞り、徐々に薄いシートに成形します。パスの回数と加えられる圧力によって、コイルの最終的な厚さが決まります。最新の圧延機は、コンピューター制御を使用して、数百フィートに及ぶ場合もあるコイルの全長にわたって正確な厚さの許容差を維持します。
所望の厚さに達した後、高温の鋼板は冷却床または水スプレーの中を移動し、制御された方法で温度を下げます。この冷却プロセスは、鋼の最終的な機械的特性と粒子構造に影響を与えます。最後に、冷却されたスチールは、特殊なコイリング装置を使用してしっかりとしたコイルに巻き付けられます。これらの完成したコイルの重さは 10 ~ 30 トン、幅は 3 ~ 6 フィートで、世界中のメーカーや製造業者に出荷できる状態にあります。
熱間圧延鋼コイルは、高温処理から直接生じる独特の物理的および機械的特性を備えています。これらの特性を理解することは、熱間圧延鋼が用途にとって適切な選択であるかどうかを判断するのに役立ちます。
熱間圧延鋼の表面仕上げは、最も顕著な特徴の 1 つです。鋼は高温で処理されるため、冷却中に表面に酸化鉄スケールの層が形成されます。このスケールにより、熱間圧延鋼にその特徴的な粗くわずかに穴のある外観と濃い灰色が与えられます。一部の用途では、酸洗またはショットブラストによってこのスケールを除去する必要がありますが、多くの用途ではこの工業用仕上げをそのまま使用します。
熱間圧延鋼の寸法公差は、一般に冷間圧延鋼の寸法公差よりも緩やかです。高温処理により、非常に厳密な厚さと幅の仕様を維持することが困難になります。一般的な厚さの公差は、材料の厚さとグレードに応じて ±0.030 ~ ±0.060 インチの範囲です。正確な寸法が必要な用途では、冷間圧延鋼または追加の加工が必要になる場合があります。
熱間圧延鋼の機械的特性には優れた延性と成形性が含まれており、曲げ、スタンピング、その他の製造プロセスに適しています。この材料は、特定のグレードに応じて通常 400 ~ 550 MPa の範囲の中程度の引張強度を示します。降伏強度も同様に、組成および加工パラメータに基づいて変化します。これらの特性により、熱間圧延コイルは、高強度と加工性の組み合わせが不可欠な構造用途に最適です。
熱間圧延鋼では、追加の冷間加工を行わずに加工後に材料が自然に冷却されるため、内部応力が最小限に抑えられます。この応力のない状態により、熱間圧延鋼は製造中に反りやスプリングバックが起こりにくくなり、大型部品や複雑な形状を形成する場合に大きな利点となります。
熱間圧延鋼コイルは、さまざまな用途や性能要件に合わせて設計された多数のグレードと仕様で入手できます。適切なグレードを選択すると、プロジェクトが構造、成形性、コストの目標を確実に満たすことができます。
| グレードの指定 | 主な特徴 | 代表的な用途 |
| A36 | 一般構造用鋼、溶接性良好、降伏36ksi | 建築物、橋梁、製造業全般 |
| ASTM A1011 | 熱間圧延炭素鋼板、各種強度レベル | 自動車部品、家電製品、金属建築物 |
| HSLA (A572) | 高強度低合金、降伏 50 ~ 65 ksi、靱性の向上 | 重機、圧力容器、構造支持体 |
| SSグレード40 | 構造品質、最小収量 40 ksi、エコノミーグレード | フレーム、重要ではない構造コンポーネント |
| CSタイプB | 商用品質、適度な成形性 | 棚、エンクロージャ、軽量用途 |
| DDS(描画品質) | 深絞り加工に優れた成形性 | 自動車ボディパネル、複雑成形部品 |
これらの標準グレードを超えて、特殊な熱間圧延コイルが特定の業界のニーズに応えます。 A588 のような耐候性鋼グレードは、保護錆緑青を生成するため、屋外用途での塗装の必要がなくなります。 AR400 や AR500 などの耐摩耗グレードは、ダンプ トラックの荷台や鉱山機械など、耐摩耗性が重要な用途に優れた硬度を提供します。
熱間圧延コイルの厚さの範囲は通常、0.050 インチ (1.27 mm) から 0.500 インチ (12.7 mm) 以上の範囲ですが、最も一般的な範囲は 0.075 ~ 0.250 インチです。ゲージが薄いほど成形性が向上し、材料が厚いほど構造能力が向上します。幅は 24 インチから 72 インチ以上まであり、多くの用途で無駄を最小限に抑える標準サイズは 48 インチと 60 インチです。
熱間圧延鋼コイルと冷間圧延鋼コイルの選択は、金属選択における最も基本的な決定の 1 つです。各処理方法は、さまざまな用途に適した独特の特性を生み出し、これらの違いを理解することで、コストのかかる材料仕様の間違いを防ぐことができます。
加工中の温度が主な違いです。熱間圧延鋼は、材料が軟化した状態のまま、1700°F 以上の温度で成形されます。逆に、冷間圧延鋼は、熱間圧延コイルから製造した後、室温で加工されます。この冷間加工により、ひずみ硬化によって鋼が硬化し、より厳密な寸法制御が可能になります。
表面仕上げの品質は 2 つ間で大きく異なります。熱間圧延鋼材は、高温の酸化によって生成された粗い鱗状の表面が特徴です。冷間圧延鋼は、加工中にスケールが除去され、材料に追加の仕上げステップが行われるため、滑らかできれいな仕上がりと明るい外観が得られます。塗装、メッキ、または光沢のある外観が必要な用途には、冷間圧延鋼がより優れた開始面を提供します。
寸法精度は冷間圧延製品に非常に有利です。室温での加工により、製造業者はより厳しい公差を保持できるようになり、熱間圧延の場合は ±0.030 インチ以上であるのに対し、厚さのばらつきは ±0.005 インチ程度に抑えられます。正確なフィット感、一貫した曲げ半径、または均一な外観を必要とする用途では、冷間圧延鋼の優れた寸法制御が役立ちます。
熱間圧延鋼は製造に必要な加工工程とエネルギーが少なくて済むため、コストを考慮すると一般に熱間圧延鋼が好まれます。熱間圧延コイルは通常、同等の冷間圧延材料よりもコストが 10 ~ 20% 低くなります。表面仕上げや厳しい公差が重要ではない大規模な構造プロジェクトの場合、熱間圧延鋼材は性能を犠牲にすることなく大幅なコスト削減を実現します。
加工方法により強度や硬度の特性が異なります。冷間圧延鋼は、冷間加工時の加工硬化により、同じグレードの熱間圧延鋼よりも硬く、強度が高くなります。ただし、この強度の向上には延性の低下が伴うため、冷間圧延鋼は過酷な成形作業中に亀裂が発生しやすくなります。熱間圧延鋼は適度な強度と優れた延性の組み合わせにより、大幅な成形や曲げを伴う用途に最適です。
熱間圧延鋼コイルは、ほぼすべての産業分野で不可欠な原材料として機能します。その多用途性、強度、費用対効果により、大規模なインフラストラクチャ プロジェクトから日常の消費者製品に至るまで、数え切れないほどの用途に不可欠なものとなっています。
建設業界は、熱間圧延鋼コイルの最大の消費者です。建物、橋、インフラ用の構造用鋼は熱間圧延製品に大きく依存しています。金属建築メーカーは、熱間圧延コイルを壁パネル、屋根材、および構造フレーム部材に加工します。材料の高い強度対重量比により、エンジニアは負荷要件を満たしながら材料の使用を最小限に抑える効率的な構造を設計できます。補強材、支持梁、基礎コンポーネントはすべて、通常、熱間圧延コイルから始まります。
自動車製造では、車両のフレーム、シャーシ部品、構造補強材として大量の熱間圧延鋼材が消費されます。外装ボディパネルには通常、表面品質を高めるために冷間圧延鋼またはコーティングされた鋼が使用されますが、ほとんどの車両の基礎構造には強度と成形性を高めるために熱間圧延鋼が組み込まれています。トラックのフレーム、クロスメンバー、サスペンションコンポーネントは、熱間圧延鋼の靭性とコスト効率の組み合わせから特に恩恵を受けます。
パイプおよびチューブの製造は、熱間圧延されたコイルをストリップにスリットしてから、円形または異形のプロファイルに成形することから始まります。溶接パイプ製造プロセスとシームレスパイプ製造プロセスの両方で、原料として熱間圧延鋼が使用されます。石油およびガスのパイプライン、構造用チューブ、機械用チューブ、その他数え切れないほどの管状製品の起源は、熱間圧延コイル鋼にあります。
重機や機械のメーカーは、ブルドーザーのブレードから農機具のフレームに至るまで、あらゆるものに熱間圧延鋼材を使用しています。この材料は、土木機械、鉱山機械、工業生産設備の酷使にも耐えます。耐摩耗性熱間圧延グレードは、衝撃、摩耗、または重荷重を伴う用途で特に優れています。
熱間圧延鋼コイルは圧延したままの状態で多くの用途に使用できますが、さまざまな表面処理により性能、外観、耐食性が向上します。これらのオプションを理解すると、特定の要件に合わせて適切な表面処理を指定するのに役立ちます。
酸洗いでは、通常は塩酸または硫酸を使用して、化学浴を通して熱間圧延鋼からミル スケールを除去します。このプロセスにより、下にあるきれいな鋼が現れ、酸化のない灰色のマットな表面が作成されます。酸洗い後、保管および輸送中の錆を防ぐために鋼材に軽油コーティングが施されます。酸洗いおよび油を塗った熱間圧延鋼は HRPO と呼ばれることがあり、溶接、塗装、またはさらなる加工に優れた表面を提供します。標準の熱間圧延鋼よりも若干コストが高くなりますが、冷間圧延鋼よりは大幅に安くなり、よりきれいな開始表面が得られます。
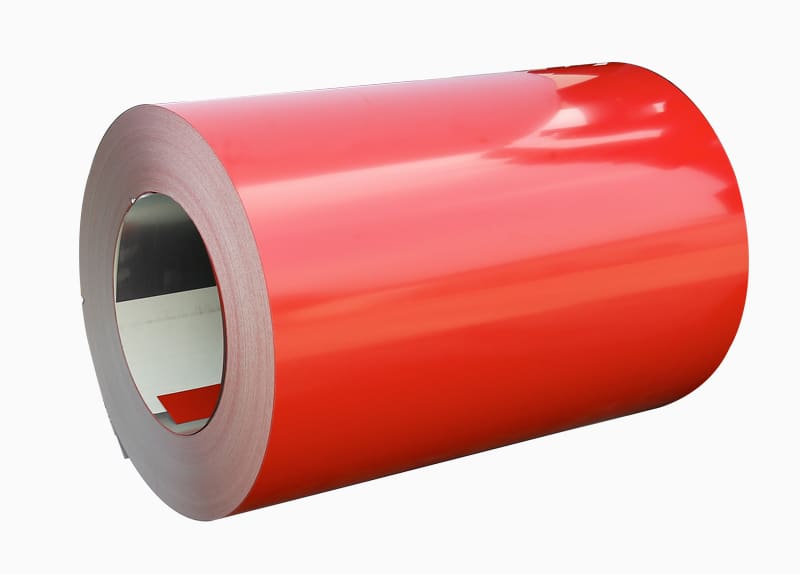
熱間圧延コイルは、溶融亜鉛に浸漬して保護コーティングを形成することにより亜鉛メッキできます。この亜鉛めっき熱間圧延鋼は、コーティング後に熱処理される場合に合金化溶融亜鉛めっきと呼ばれることがあり、屋外用途に優れた耐食性をもたらします。亜鉛コーティングは、下地の鋼を錆や酸化から守るために自らを犠牲にします。亜鉛メッキ熱間圧延コイルは、屋根、外壁、ダクト、および天候や湿気にさらされるあらゆる用途に人気があります。
ショットブラストによる機械的スケール除去では、高速度のスチールまたはセラミック粒子を使用してミルスケールを物理的に除去し、テクスチャーのある表面プロファイルを作成します。この処理は、塗料の密着性を向上させる粗面を提供することにより、鋼を塗装用途に備えます。ショット ブラストは、現場塗装される構造用鋼や、特定の表面粗さパラメータが必要な用途に一般的です。
多くの製造業者は、製造後に熱間圧延鋼部品にペイントまたは粉体塗装を施します。洗浄、脱脂、場合によっては化成皮膜の塗布など、適切な表面処理を行うことで、良好な塗装の密着性と長期的な腐食保護が保証されます。粉体塗装は、その耐久性、環境上の利点、および幅広い色の選択により、ますます人気が高まっています。
熱間圧延鋼コイルを購入するには、総購入コストに影響を与える市場動向、価格設定メカニズム、実際の物流を理解する必要があります。賢い購入戦略により、必要なときに材料を確実に入手できるようにしながら、大幅な節約を実現できます。
ベースメタルの価格は、世界的な需要と供給、原材料のコスト、経済状況に基づいて常に変動します。鋼材の価格は通常、トン当たりまたはハンドレッドウェイト (cwt) 当たりで見積もられ、地域、工場、現在の市況によって異なります。価格に影響を与える主な要因には、鉄鉱石のコスト、エネルギー価格、スクラップ金属の入手可能性、および関税や割り当てを含む国際貿易政策が含まれます。
追加料金や追加料金は基本料金に追加され、総コストに大きな影響を与える可能性があります。一般的な追加料金には、特定の化学組成の合金の追加料金、標準外の幅または厚さのサイズの追加料金、少量注文の数量の追加料金、および特殊な表面処理の加工追加料金が含まれます。一部の工場では、市況に応じて燃油特別付加運賃、運賃、その他の料金が適用されます。見積もりを正確に比較できるように、これらのコンポーネントを分類した明細化された価格を常にリクエストしてください。
注文数量は単価に大きく影響します。製鉄所は効率を最大化するために同じ仕様の大量生産を好むため、通常、少量の注文にはプレミアム価格が適用されます。ブレークポイントは工場によって異なりますが、通常、20 ~ 40 トン以上の注文の場合、少量よりも有利な価格設定が可能です。ただし、ボリュームディスカウントと在庫維持コストや陳腐化リスクのバランスを取る必要があります。妥当な期間内に使用できる量を超えて購入すると、見かけ上の節約効果がなくなる可能性があります。
リードタイムは、工場に直接注文するか、サービスセンターに注文するかによって異なります。工場からの直接注文は通常、生産と配送に 6 ~ 12 週間かかりますが、サービス センターには共通のサイズが在庫されており、すぐにご利用いただけるようになっています。サービス センターでは、工場価格にマークアップが追加されますが、所定の長さの切断、スリット、最小数量の削減など、価値のあるサービスを提供します。
契約購入戦略とスポット購入戦略にはそれぞれ利点があります。長期契約では、数か月または数年にわたって複数の配送の価格が固定され、価格の高騰から保護されますが、価格が下落すると機会を逃す可能性があります。スポット購入では、有利な市場で柔軟に購入時期を決めることができますが、価格の変動にさらされます。多くの企業は、変動する需要に合わせてスポット購入しながら、ベースラインのニーズに応じて契約するハイブリッド アプローチを採用しています。
熱間圧延鋼コイルを適切に保管および取り扱うことで、投資が保護され、使用するまで材料が良好な状態に保たれます。これらの巨大で重い物体には、損傷、怪我、品質の低下を防ぐための特別な予防措置が必要です。
コイルの保管には十分なスペースと適切な支持構造が必要です。コイルを木製または金属製のサドルの上に直立させて保管すると、重量が均等に分散され、コイルが変形する可能性のある点荷重が防止されます。重量により内側のラップが永久に潰れる可能性があるため、コイルを水平に積み重ねないでください。湿気の蓄積や錆の発生を防ぐために、地面とコイル底部の間に少なくとも 6 インチの隙間を維持してください。屋内での保管が理想的ですが、屋外での保管が必要な場合は、結露を防ぐために空気を循環させながらコイルを防水シートで覆ってください。
環境管理により腐食や品質の問題を防ぎます。熱間圧延鋼の裸の表面は、湿気にさらされると錆びやすくなります。保管場所は可能な限り湿度 50% 未満に保ち、結露を防ぐために十分な換気を確保してください。オイルコーティングされたコイルであっても、湿った状態で長期間保管すると錆が発生する可能性があります。一部の作業では、重要な物質を扱う保管エリアで除湿剤または腐食防止添加剤が使用されます。
スチールコイルの重量とサイズを考慮すると、安全な取り扱い手順が不可欠です。一般的なコイルの重量は 15 ~ 30 トンあり、移動には天井クレーン、コイルリフター、または特殊な装置が必要です。コイルエッジを損傷したり、荷重が予期せず移動したりする可能性のあるチョーカーやスリングは絶対に使用しないでください。コイルハンドリング専用に設計されたコイルグラブまたは C フックは、最も安全な吊り上げ方法を提供します。すべての吊り上げ装置が適切な安全係数を備えたコイル重量に対して定格されていることを確認してください。
熱間圧延鋼コイルを完成品に加工するにはさまざまな製造プロセスが必要であり、それぞれに最適な結果を達成するための特別な考慮事項があります。さまざまな作業中に熱間圧延鋼板がどのように動作するかを理解することは、効率的な生産を計画し、一般的な問題を回避するのに役立ちます。
スリット加工によりマスターコイルを特定の用途に合わせてより狭い幅に変換します。高速スリットラインでは、円形ナイフを使用してコイルを縦方向に切断しながら、材料を複数の小さなコイルに巻き戻します。エッジの品質はブレードの鋭さと適切な設定に依存します。切れ味の悪いブレードはバリを生成し、二次的なバリ取り作業が必要になります。熱間圧延鋼のスケールによりブレードの摩耗が加速する可能性があるため、大量のスリットを行う場合には、ブレードを頻繁に交換するか超硬工具が必要になる場合があります。
所定の長さに切断すると、コイルが指定された寸法の平らなシートに変換されます。長さに合わせてカットされたラインにより、材料は巻き戻され、平らになり、シート状に剪断され、積み重ねられるため、取り扱いやさらなる加工が容易になります。熱間圧延鋼の内部応力は最小限であるため、カットされたシートは通常、過度のカールやキャンバーがなく平らに置かれます。ただし、粗い表面はフィードロールやレベリング装置を傷つける可能性があるため、冷間圧延加工よりも頻繁なメンテナンスが必要になります。
熱間圧延鋼はその優れた延性により、曲げ、スタンピング、ロール成形などの成形作業に適しています。冷間圧延鋼と比較して材料が柔らかいため、成形力と工具の摩耗が軽減されます。ただし、粗い表面仕上げは目に見える部分の外観に影響を与え、金型に跡がついたり、かぶができたりする可能性があります。一般に、熱間圧延鋼では冷間圧延鋼よりもスプリングバックの問題が少なく、曲げ角度の計算が簡素化されます。
熱間圧延鋼の溶接は、MIG、TIG、スティック、フラックスコアなどの最も一般的な溶接プロセスでスムーズに進行します。健全な溶接を確保するには、研削、ワイヤーブラシ、または酸洗いによって溶接領域から表面のスケールを除去する必要があります。熱間圧延鋼の化学組成は通常、合金含有量が高くなく単純であるため、標準手順での溶接が容易です。厚い部分や高炭素グレードでは、亀裂を防ぐために予熱が必要な場合があります。
熱間圧延鋼の加工特性は、快削グレードと難削合金の間に位置します。この材料は超硬または高速度鋼の工具で適度によく切れます。粗い表面と潜在的なスケールにより、酸洗または冷間圧延された材料を加工するよりも早く切削工具が鈍くなる可能性があります。適度な工具寿命を予測し、大量の機械加工作業ではそれに応じて工具の交換を計画してください。
熱間圧延鋼コイルが仕様を満たしていることを確認するには、製造全体および受入時の体系的な品質管理が必要です。これらの試験および検査方法は、材料の特性を検証し、製造やサービスで問題が発生する前に欠陥を特定します。
化学組成分析により、鋼が炭素含有量、マンガン、硫黄、リン、およびその他の合金元素のグレード仕様を満たしていることが確認されます。工場は通常、生産中に分光分析を実行し、組成を文書化した認定工場試験レポートを提供します。重要なアプリケーションで検証が必要な場合は、発光分光法または蛍光 X 線を使用した独立したラボテストにより確認が行われます。
機械的特性試験では、標準化された手順を通じて引張強さ、降伏強さ、伸びを評価します。コイルサンプルから切り出された試験片は、これらの特性を測定するために引張試験を受けます。結果は、グレードの指定された範囲内に収まる必要があります。ロックウェル法またはブリネル法を使用した硬度試験により、コイル全体の相対的な強度と一貫性を簡単にチェックできます。
寸法検査では、厚さ、幅、平坦度が公差を満たしているかどうかを確認します。厚さゲージは幅方向の複数の点で測定し、クラウニングやエッジの薄化を検出します。幅の測定により、コイルが注文した寸法と一致していることが確認されます。平坦度は、重要な場合には視覚的に、または専用の機器を使用して評価できます。エッジ状態の検査では、加工上の問題を引き起こす可能性のある割れ、亀裂、または過度の波打ちがないかチェックします。
表面品質検査では、完成品に影響を与える可能性のあるスケールの損失、えぐり、傷、錆などの欠陥を特定します。熱間圧延鋼は本質的に粗い表面を持っていますが、通常のミルスケールを超える過度の欠陥は許容できません。検査は通常、表面全体を検査できる場合、巻き戻し時または最初の処理中に行われます。重大な欠陥がある場合は、拒否または価格調整が必要となる場合があります。
工場認証とトレーサビリティ文書は、重要な品質記録を提供します。認定工場試験レポートには、各コイルまたは生産ロットの化学組成、機械的特性、および試験手順が詳しく記載されています。これらの文書を維持することで、品質システム、顧客の要件、および法規制への準拠がサポートされます。コイルに刻印または塗装されたヒート番号により、問題が発生した場合に材料を特定の製造バッチまで追跡することができます。
熱間圧延鋼コイルは、製造業において最も成功しているリサイクル エコシステムの 1 つに参加しています。鉄鋼の生産とリサイクルの環境的側面を理解することは、企業がコストを削減しながら持続可能性の目標を達成するのに役立ちます。
鋼は品質を劣化させることなく無限にリサイクル可能です。つまり、スクラップ鋼を再溶解して新しい製品に無限に再生することができます。建設および自動車用途で使用される鉄鋼の約 90% は、最終的には埋め立てられるのではなくリサイクルされます。この並外れたリサイクル率により、鋼は最も環境に配慮した構造材料の 1 つとなっています。
現代の製鉄所では、生産時にリサイクルされた成分が大量に利用されています。電気アーク炉 (EAF) ミルは、ほぼ 100% のスクラップ投入量から鋼を生産できますが、高炉を使用する統合ミルでは通常、バージン鉄鉱石とともに 25 ~ 40% のスクラップが組み込まれます。このリサイクルされた内容により、原材料のみから鉄鋼を製造する場合と比較して、エネルギー消費、温室効果ガスの排出、天然資源の抽出が削減されます。
熱間圧延におけるエネルギー効率は、技術の進歩により大幅に向上しました。熱回収システムは、圧延および冷却プロセスからの廃熱を回収します。コンピューター制御の操作により、温度プロファイルとローリングスケジュールが最適化され、エネルギー使用量が最小限に抑えられます。現代の工場は、数十年前の操業と比較して、生産される鉄鋼 1 トンあたりのエネルギー消費量が約 50% 削減されています。
耐用年数の終了計画では、熱間圧延鋼製品がどのようにリサイクルされるかを考慮する必要があります。分解原理を考慮した設計により、解体時や廃棄時に鋼製コンポーネントを他の材料から簡単に分離できます。分離が難しい複合材料を避けることで、リサイクル率が向上します。塗料やコーティングの選択もリサイクル性に影響を与える可能性があります。一部のコーティングはリサイクルを複雑にしますが、他のコーティングは最小限の影響しか与えません。
製造中のスクラップ管理により、貴重な材料が回収され、廃棄物処理コストが削減されます。切り落とされた部品、不合格部品、およびプロセススクラップはすべて、スクラップ業者にとって価値があります。スクラップをグレードごとに整理し、汚染を防ぐことで価値を最大化します。多くの製造業者は、原材料コストを相殺するスクラップ販売から多額の収益を上げています。
熱間圧延鋼業界は、技術革新、市場需要の変化、持続可能性への取り組みを通じて進化を続けています。これらの傾向を常に認識しておくことは、メーカーが変化を予測し、新たな機会を活用するのに役立ちます。
先進高張力鋼 (AHSS) グレードは、冷間圧延用途を超えて熱間圧延製品にも拡大しています。これらの特殊鋼は、慎重な合金化と熱処理により、軽量でありながら高い強度を実現します。第 3 世代 AHSS は、優れた強度と改善された成形性を兼ね備えており、安全性と耐久性を維持または向上させる軽量構造を可能にします。自動車および建設用途では、軽量化と性能目標を達成するために、これらの材料を指定することが増えています。
デジタル変革とインダストリー 4.0 テクノロジーは鉄鋼生産に革命をもたらしています。リアルタイム監視システムはローリング作業のあらゆる側面を追跡し、品質を維持するための瞬時の調整を可能にします。予知保全アルゴリズムは、機器の故障を発生前に予測し、ダウンタイムを削減します。人工知能により圧延スケジュールが最適化され、材料特性が予測され、歩留まりが向上します。これらのテクノロジーは、製品の一貫性を向上させながら生産性を向上させます。
持続可能性への取り組みにより、製鉄プロセスと製品提供の変化が推進されています。水素ベースの直接還元プロセスは、炭素鋼の生産がほぼゼロになることが約束されていますが、商業規模での導入はまだ数年かかります。炭素回収および隔離技術により、排出量を大幅に削減しながら従来の高炉の継続使用が可能になる可能性があります。工場は、顧客の持続可能性報告をサポートするために、認定されたリサイクルコンテンツと二酸化炭素排出量の文書を備えた製品を提供することが増えています。
ロジスティクスと在庫管理の改善によるサプライ チェーンの最適化により、工場やサービス センターは顧客のニーズに迅速に対応できます。ジャストインタイム配送システムは、材料の可用性を確保しながら、顧客の在庫要件を削減します。買い手と売り手をより効率的に結び付けるデジタル マーケットプレイスが出現しており、取引コストが削減され、価格の透明性が向上する可能性があります。
世界的な生産能力の変化により、生産がコストの低い地域や成長市場に近い地域に移動し、競争環境の再構築が続いています。これらの変化を理解することは、購入者が供給源を多様化し、リスクを管理するのに役立ちます。関税、割り当て、貿易協定などの貿易政策は価格と入手可能性に大きな影響を与えるため、主要生産地域における規制の動向を監視することが不可欠となっています。