Summary: で カラースチールコイル 生産プロセスでは、基板は最大速度 140 m/min でベーオーブンキングを通過できます。十分な硬化時間を確保するために、焼成炉の長さは通常 30 ~ 50 m です。基板を炉内に吊...
で
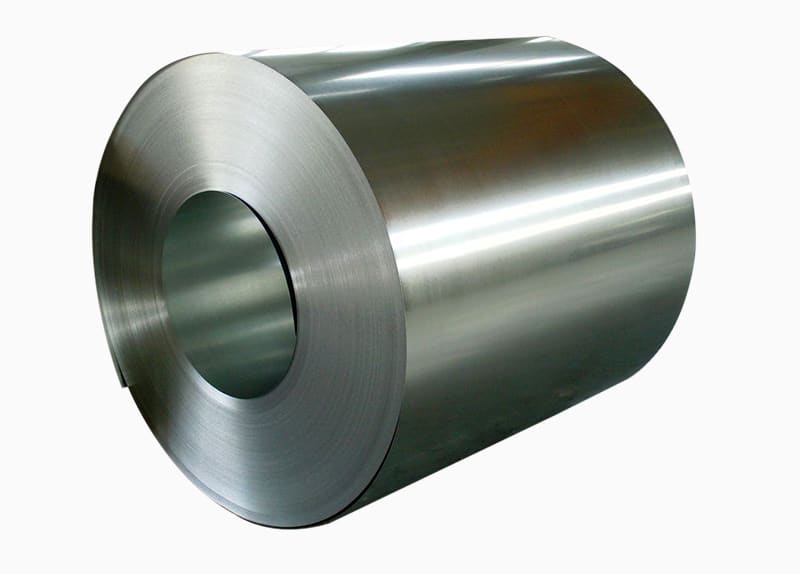
カラースチールコイル 生産プロセスでは、基板は最大速度 140 m/min でベーオーブンキングを通過できます。十分な硬化時間を確保するために、焼成炉の長さは通常 30 ~ 50 m です。基板を炉内に吊り下げて製造するには、通常、空中浮遊式と吊り下げ式の2種類の炉があります。
エアフローティングタイプは炉内上昇気流を利用して基板を保持します。 サスペンションタイプは、ストリップの前後のテンションローラーが発生する張力を利用して、炉内でのストリップの位置を制御します。距離が長いため、基板にはある程度のたわみが生じます。ャビティは逆弓型として設計する必要があります。 カラー塗装装置の加熱は熱風で行うのが一般的ですが、ガス焼却の排気ガスを加熱する方法もあります。 炉内温度を4~5のエリアに分けるて制御しており、使用する塗料の要求に応じて炉内の温度カーブを変えることができます。
コーティングの硬化には直線と曲線の2つの加熱方法が利用できるようになりました。型とは、炉内の4~5のエリアで温度を変えて塗料の硬化を制御する方式です。 ちなみに、炉の長さが50m、装置の速度が120m/minで、厚さ0.5mmの帯鋼を同じ炉温度310 °C、310 °C、310 °C で加熱できます。 310 °C、310 °C、および 310 °C、または 210 °C を使用できます。 、260℃、330℃、350℃、320℃の5種類のカーブ炉温度で加熱可能です。各コーティングに対する各ユニットの最適な温度指数要件は、実践的に決定されます。