- 8番、蔵林道、
龍翔街、
桐郷、浙江省、中国 - +86 573 89381086[email protected]
- ダウンロードPDF パンフレット
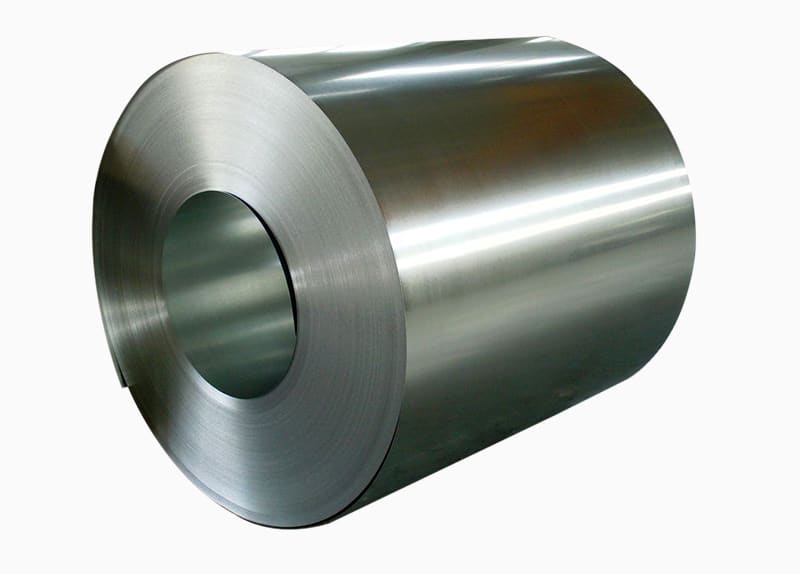
スチールコイルは現代産業に欠かせない素材であり、自動車製造、建設、家電などの分野で幅広く使用されています。その製造プロセスは、原料の製錬から最終製品まで複数の工程を経る精密なプロセスです。スチールコイルの詳しい製造工程は以下の通りです。
1. 原料の準備と製鋼
の生産 スチールコイル 原料の準備から始まります。主原料は鉄鉱石で、副原料としてコークス、石灰石などがあります。鉄鉱石はまず高炉に供給され、高温でコークスや石灰石と反応して溶鉄とスラグが生成されます。溶けた鉄は転炉や電気炉で精錬され、不純物が除去され、成分が調整され、最終的に純粋な鋼が得られます。
2. 連続鋳造
溶解された溶鋼は連続鋳造機に供給されます。連続鋳造機の機能は、液体鋼を急速に冷却して固体にし、通常はビレットを形成することです。ビレットは、長方形または円形の断面を持ち、良好な機械加工性を備えた主要な鋼製品です。
3. 熱間圧延
連続鋳造後、ビレットは熱間圧延機に供給されます。熱間圧延では、鋼ビレットを 1200°C 以上に加熱し、一連のローラーを通して加工します。複数の圧延の後、鋼ビレットは、より薄い鋼板または鋼帯に圧延されます。熱間圧延の主な目的は、鋼の厚さを薄くし、所定の仕様を満たすようにその構造と性能を改善することです。
4. 冷却と冷間圧延
熱間圧延後の鋼帯は冷却する必要がある。鋼帯は冷却ラインを通じて室温まで徐々に冷却されます。冷却された鋼ストリップは、さらなる処理のために冷間圧延機に送られます。冷間圧延では、鋼ストリップを一連の冷間圧延ローラーに通し、厚さをさらに薄くし、表面品質を改善します。冷間圧延鋼ストリップは、強度が高く、表面仕上げが優れているため、厚さと表面の要件が高い用途に適しています。
5. アニール処理
冷間圧延工程中に発生する内部応力を除去し、鋼の性能をさらに向上させるために、冷間圧延された鋼帯は焼鈍されます。焼鈍とは、鋼帯を焼鈍炉で一定の温度に加熱し、一定時間保持して結晶粒を再結晶させることです。焼きなましは、鋼ストリップの延性を向上させるだけでなく、その加工性も向上させます。
6. 表面処理と検査
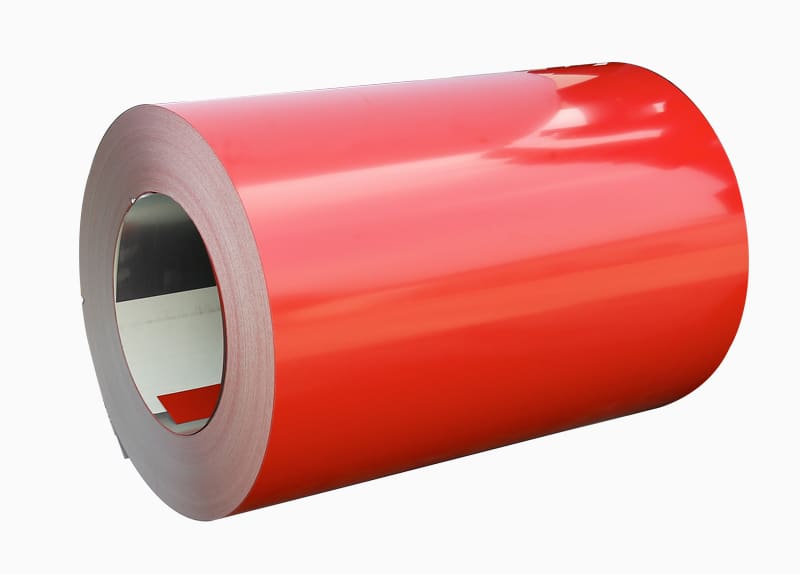
焼きなまされた鋼ストリップは、表面の酸化物や不純物を除去するために、酸洗い、コーティングなどの表面処理を受けます。処理されたスチールコイルは、厚さ、幅、強度、表面品質などの厳しい品質検査を受け、製品が規格を満たしていることを確認します。
7. 梱包と輸送
最後に、品質基準を満たしたスチールコイルをコイルに巻いて梱包します。梱包プロセスでは、スチール コイルは保護フィルムで包まれ、関連情報がマークされ、輸送の準備が行われます。スチールコイルのコイル設計により、大規模な保管と輸送が容易になり、輸送中に損傷しないことが保証されます。